
Pearling

|
|
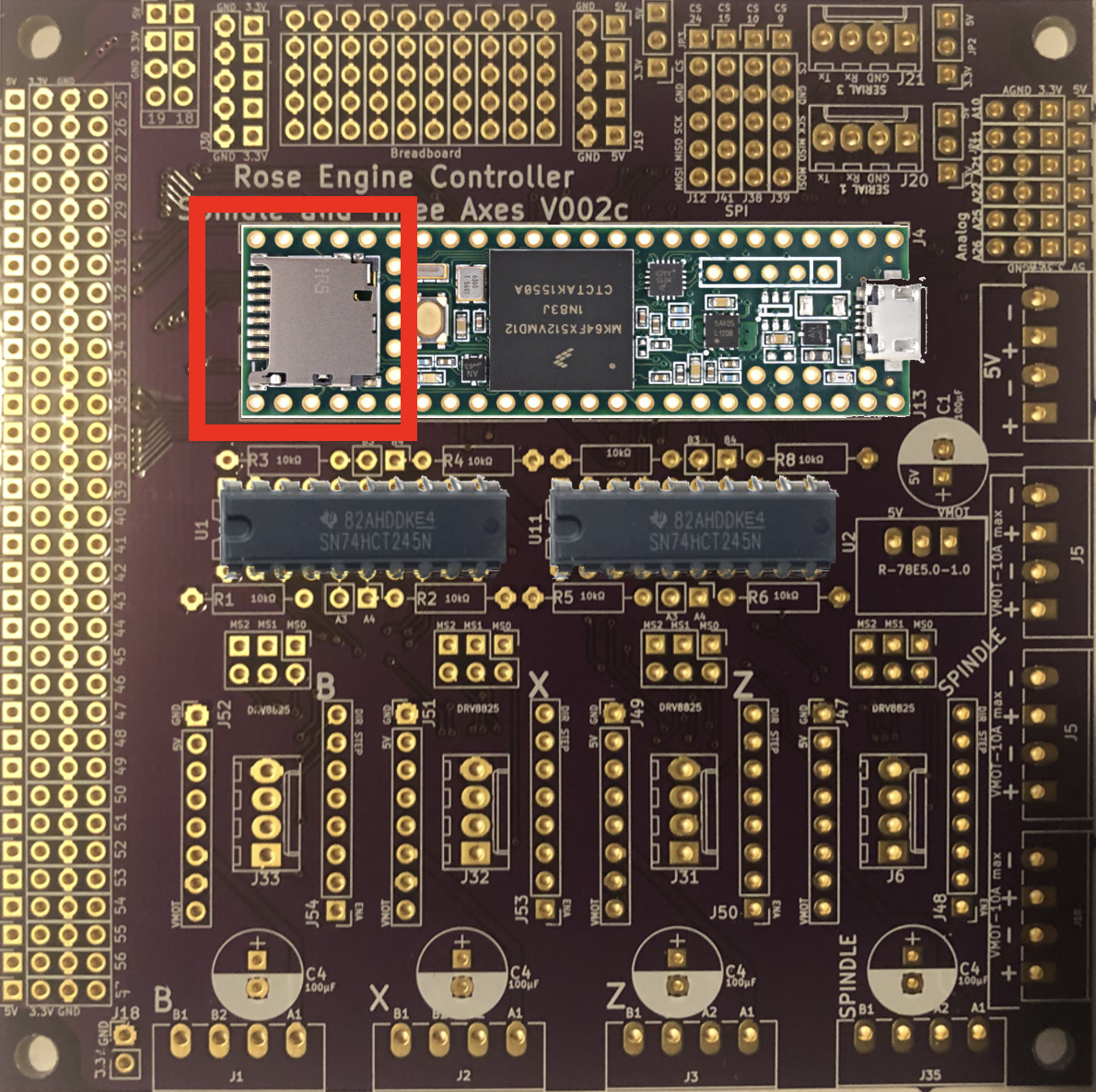
Control System for Multiple Stepper Motors
Pearling |
|
| Calculations needed for this are based on the data in the table below. Click on any of the pictures to see larger images and diagrams. | ||||||||
|
Input fields are colored .
|
|
Questions or comments? Contact us at
ColvinTools@Gmail.com |
Disclaimers |
 X
X  B
B  or
or  to create the desired number of pearls in this row.
to create the desired number of pearls in this row. or
or  to advance to the next row.
to advance to the next row. or
or  to index.
to index.